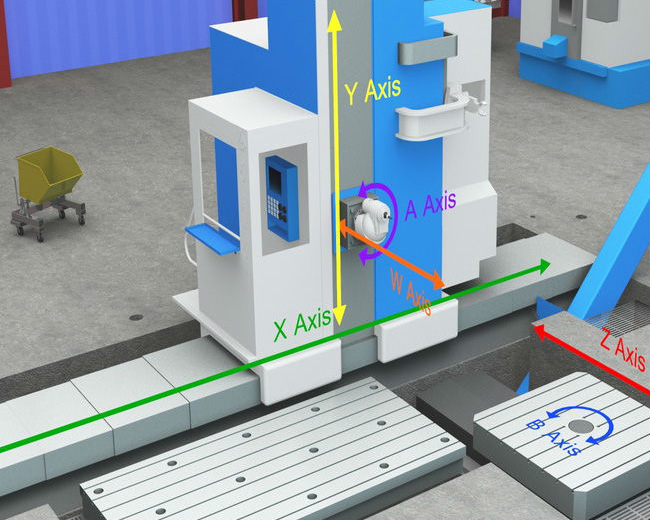
L-700 — Лазерная система выравнивания шпинделя
L-700 – 4-х осевая система лазерной выверки шпинделя, запатентованная Hamarlaser, представляет собой мощный инструмент для технических специалистов, обладая которым они получают беспрецедентную точность, легкую установку, экономию времени на сервисные или ремонтные работы.
Решение уже эксплуатируется на различных предприятиях более 20 лет, результатом является снижение затрат на инструмент, уменьшение количества брака, увеличение скорости работы и производительности, повышение прибыльности производства.
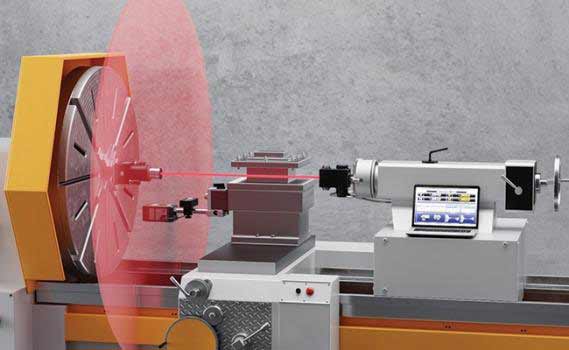
В режиме реального времени L-700 выводит измеренные значения на экран по 4-м осям, поэтому пользователи проводят выверку токарных станков и обрабатывающих центров быстро и с высокой точностью – до 70% чем традиционными методами: различные выравнивающие перекладины (брусья, прутки), индикаторы, интерферометры. Лазерная система выверки шпинделя обеспечивает точность в 0.25 мкр при прямолинейных измерениях и 0,0008 мм/м при угловых. Для отображения значений используется большой цветной дисплей с компьютерной графикой.
- Простая установка излучателя и приемника
- Точность 0.25 мкр при прямолинейных измерениях и 0,0008 мм/м при угловых
- Сбор данных и выверка в режиме реального времени (on-line) по 4-м осям
- ПО Lathe9 на базе Windows 7/8 с большой цветной графикой.
ПО Lathe9 учитывает монтажные ошибки, рассчитывает данные для толщины прокладок и формирует отчет о проведенных работах, значениями данных состояния станка или обрабатывающего центра
Вертикальные и горизонтальные настройки луча, для настройки точного совпадения с осью вращения шпинделя.
Быстрая проверка состояния станка за 15 минут и полные данные о выравнивании за 25–30 минут на большинстве токарных станков.
ПО Lathe9 — понятная, 6-ти шаговая процедура выравнивания, со всплывающими инструкциями, упрощает сложное выравнивание.
Измерьте параллельность оси шпиндельной бабки к станине токарного станка и направляющими седла, шпиндельной бабки к выравниванию пиноля/задней бабки и выравнивание шпинделя к подшпинделю. Добавьте наш излучатель Р-405 и Вы можете даже измерить взаимную перпендикулярность!

1. НАСТРОЙКА
Введите проект, число замеров, размеры, а также значения допуска.

2.ПОДГОТОВКА ЛАЗЕРА
Используя данные, выровняйте лазер к оси вращения шпинделя

3.ИЗМЕРЕНИЯ ПАРАЛЛЕЛЬНОСТИ ОСИ ВРАЩЕНИЯ ШПИНДЕЛЯ К СТАНИНЕ И ПРЯМОЛИНЕЙНОСТЬ СТАНИНЫ
Сбор данных в каждой точке измерения

4.РЕЗУЛЬТАТЫ И ГРАФИК
Отображение результатов выравнивания и график прямолинейности направляющих, несколько способов просмотра графика.
Результаты измерений для прямолинейности станины токарного станка и параллельности оси шпинделя. Данные о прямолинейности рельс пиноля, рельс седла или и того, и другого могут быть графически отображены. График может использовать наиболее подходящую линию как базу (ссылку) или лазерный луч в качестве базы.
График также показывает группу значений допустимого отклонения, наиболее подходящую линию, или данные уклона и отклонения для каждой точки

5.Запишите значения в двух положениях, затем , ПО Lathe9 вычисляет смещения неправильной установки и показывает данные на экране. Оно также рассчитывает выравнивание шпинделя и применяет значения допустимого отклонения. Графика на экране иллюстрирует вертикальные и горизонтальные оси.
Данные в режиме реального времени, и графика на экране иллюстрирует выравнивание шпинделя пиноля или башенки относительно шпиндельной оси вращения (ШОВ). Также вычисляются подкладки и динамичные данные , чтобы зафиксировать выравнивание. Экран становится красным, когда данные больше значений допустимого отклонения, введенных в Шаге 1 или зеленые, если данные в пределах допустимого отклонения.
Добавьте подкладку и распорные детали или сделайте горизонтальное движение — смотрите обновление данных, каждый раз как Вы делаете движение. Когда экран становится зеленым, выравнивание прошло успешно!
САЛАЗКИ. ПЕРПЕНДИКУЛЯРНОСТЬ

Перпендикулярность салазок может быть легко проверена с помощью Р-405 создающего оптическую плоскость. Преломитель Р-405 помещается на приемнике и регулируется с использованием 4-х осевого приемника, пока от не будет построен точный перпендикуляр к входному лучу . У Р-405 есть автоматически вращающаяся верхняя часть, которая строит плоскость, перпендикулярную входному лучу. Одноосевой приемник помещается на поперечных салазках и обнуляется в ближайшей позиции к шпиндельной средней линии. Затем он перемещается вдоль его оси, и любое отклонение от нуля- ошибка перпендикулярности. В то же самое время проверяется площадь скольжения.